

Product Overview
The gentle bulk-handling solution for high-throughput and single-discharge applications
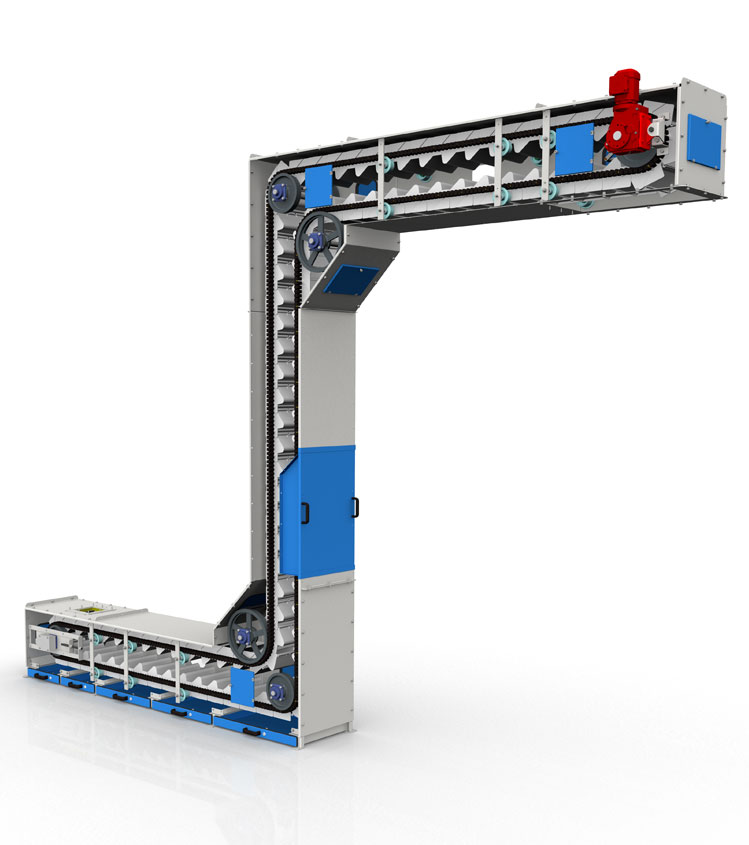
The Nerak continuous bucket elevator is the tried and tested solution for the gentle and high-throughput elevation of bulk materials such as food products, soap powders, aggregates and recycled materials. The elevator is specially designed to convey bulk materials from one or more feed points to a central discharge.
The conveying paths can be horizontal, vertical or inclining without any additional transfers.
Rubber Chain Technology
At the heart of every Nerak vertical conveyor is the renowned rubber block chain, which achieves its high tensile strength from embedded vulcanized steel cables. Its link-free format ensures quiet operation, avoids the need for lubrication and provides corrosion-free operation. With wear-resistant design and no chain stretch, the drive system has very low maintenance needs.
Other advantages of the Nerak continuous bucket elevator include a small physical footprint where space is at a premium, along with very low carbon footprint due to the absence of friction. The elevators are easy-clean for those times where cross-product contamination is an issue.
Product Trials
If you would like to see how your products and our lift systems can work together you are welcome to use our Product Trial Service. This is bespoke to your requirements and allows you to test our how your products will be conveyed using our systems.
We can do this on your behalf or you can attend the Exhibition Centre at our Head Offices in Brecon and speak to our expert engineers. Contact us for more information.
Installation
If you are interested in knowing how long a lift like this takes to install, have a look at our Installations page here NERAK Installations Information
Specification
- The Nerak continuous bucket elevator consists of two endless and parallel rubber-block chains with robust, plastic or steel buckets running between the two. The buckets are connected by flexible strips to create a gap-free and resilient conveying system
- The elevators are available in both S and C configuration
- Depending on the application, the Nerak continuous bucket conveyor is equipped with one or more in-feeds. At the infeed, the product is fed into the buckets from the top at a controlled rate. The feed opening is sealed to the bucket belt
- Nerak continuous bucket elevators have only one discharge point and the buckets are emptied by gravity. Depending on the discharge characteristics of the product, a bucket knocker can be incorporated into the design
- Each elevator is built with safety and inspection panels (in solid or mesh materials) allowing internal monitoring and ease of access for maintenance and cleaning
- The elevators are manufactured from mild steel (with a powder-coated finish), stainless steel or galvanised steel
- For food environments, easy-clean and magnetic metal-detectable bucket options are available
- Conveying heights of up to 50m are possible and ATEX compliance options can be incorporated during the design process
- All safety and control devices are wired back to a locally mounted junction box for connection to the customer’s control system
Example Applications
- Food
- Chemicals and soap powder
- Aggregates and minerals
- Pharmaceuticals
- Recycling and waste
Related Case Studies

When the world’s largest producer of pistachio nuts wanted to install a new, high-performance packing line, the company approached Nerak...
Read moreDownload Technical Drawing
Please enter your details below to download our technical drawing.
Download Brochure(s)
Please enter your details below to download our brochure.